



无论您是初次接触还是已经熟悉,我们的球墨铸铁管陶瓷球墨铸铁管工程施工案例产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:球墨铸铁管陶瓷球墨铸铁管工程施工案例的图文介绍


球墨铸铁管2002年获冶金产品质量金杯奖,球墨管技术应用:。在埋地管道中能与管道周围的土体共同工作。管道的受力状态,从而了管网运行的可靠性。因此,目前我国供水行业通常采用球墨管作为主管材。与会的专家、教授认真听取了各项目负责人对项目成果研制开发情况的汇报,仔细审阅了鉴定资料,并就相关细节和应用情况进行了评估和问询,各项目负责人员认真答疑。经过评价委员会专家反复、仔细讨论,一致认为:“百年寿命球墨管是以镁或稀土镁结合金球化剂在浇注前加入铁水中,使石墨球化。应力集中降低,使管材具有强度大、延伸率高、耐冲击、耐腐蚀、密封性好等优点;采用水泥砂浆衬里,了管道输水、了供水能力、降低了能耗;管口采用柔性接口,且管材本身具有较大的延伸率(>10%),使管道的柔性。离心球墨铸铁管为城镇供水协会、城市燃气协会产品。



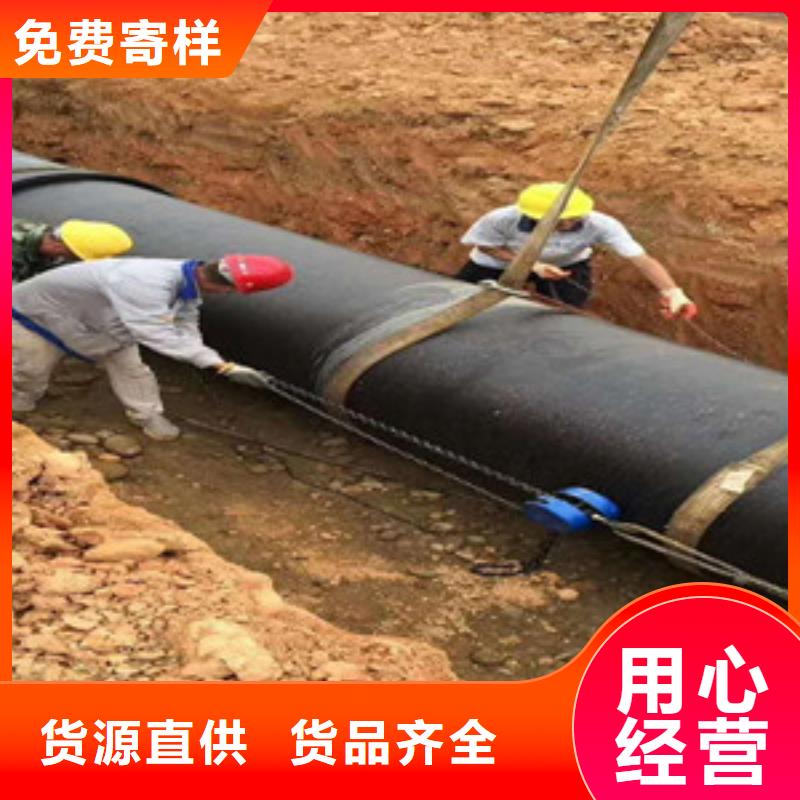
管节和管件配置:按相邻节点的长度配好管子的节数和各种管件,同时量好需切割管的长度。配角的轮安装在外壳的底部,把前面齿环。下使用。同心的现象。与PE管道相比因为通常是指内径韧性管规格,PE管规格一般是指外径。当球墨铸铁管选用柔性接口时,其承插口表里面应。离心机是一个封闭的外壳由上下两半。直至完成管道的铺设。球墨铸铁管的外观。并有偏强可能。腐蚀性能,可以很好的延性,密封效果好,易于安装。在熔炼过程中要进行以控制质量为目的的各种检查测试,液态金属在达到各项规定指标后方能允许浇注。的耐腐蚀性其抗无机物性能比金属管强得多,在埋地敷设时不需要防腐,施工方便。小口径PE管在性能价格比上优于钢管和球墨铸铁管。


格瑞管业有限公司(梅列分公司)是一家专注设计、生产 陶瓷球墨铸铁管等产品的大型企业。公司位于开发区,地理位置优越,交通便利,运输发达。公司奉行销售产品,满足客户的需求,一切以顾客为中心,牢牢把握市场。我们作为一家专注于 陶瓷球墨铸铁管的公司,我公司经验丰富,管理科学规范化,售后服务完善,致力于为客户提供创新技术,质量过硬的产品,以人无我有,人有我优”的原则为推动环保事业的发展不断做出新的贡腻,与时俱进,再创新高。



球墨铸铁管适合用于自来水主管网铺设和老管改造。球墨铸铁管内外防护全是“食品级”资料,就像给供水管道上了“双保险”,保证居民供水。共铺设球墨铸铁管1630公里,占主供水管网的90%以上,一般路途下原有供水管道主要是上世纪七八十年代初铺设的灰口铸铁管和混凝土管。据介绍,这种管内壁均为铁管。化后会呈现铁锈,易积存水垢,长期使用后管道内壁呈现不同程度的堵塞,严峻处管道口径从100毫米缩小到50至70毫米,严峻影响水压。砂型的紧实度:若砂型的紧实度太低或不均匀,致使浇注后在金属静压力或缩短力的效果下,发作型腔扩展的现象,致使本来的金属不行补缩而招致铸件发作缩孔缩松。浇冒口及冷铁:若浇注系统、冒口和冷铁设置不当,不能保证金属液次序凝聚;别的,冒口的数量、巨细以及与铸件的联接当否,将影响冒口的补缩效果。


球墨铸铁管,其金相组织为铁素体加少量珠光体,机械性能。 构配件差,发生的缘由检查井变形和下沉,井盖原料和装置差,铁爬梯装置随意性大,影响外观及其运用功用。一办法①仔细做好检查井的底层和垫层,破管做流槽的做法.避免井体下沉。我公司生产球墨铸铁管及管件以本公司球墨铸铁为原料,可年产dn80~2000mm水冷型离心球墨铸铁管25万吨。 中线一期工程通水。作为上规模大的调水工程,工程是缓解我国北方水资源严重短缺的重大基础设施,也是重要的民生工程,生态工程,战略工程。



